
塑料激光焊接之激光源选择
在激光焊接过程中,选择合适的激光源至关重要,主要取决于波长和功率/功率密度。目标是在透射层获得高透射率、在吸收层或界面产生强吸收,确保高效且可控的熔融。
激光源选择的关键因素
塑料的光学特性:
了解不同塑料在激光波长下的透射率和吸收率至关重要。透射层要具有高透射率,吸收层或界面要有高吸收。
焊接工艺要求:
焊接速度:高功率激光器适合高速焊接。
焊接精度:要求精细焊缝时,选择光束质量好的激光器。
焊接深度:厚材料或深层熔融时需要更高功率和更长波长的激光。
成本
综合考虑设备、运行和维护成本,半导体激光器通常成本最低。
材料颜色和添加剂:
颜色和添加剂会影响光学特性。
主流与成熟度:
940nm半导体激光器是目前最广泛使用的激光类型,光纤激光器在高要求应用中也日益增长。
常见激光类型
半导体激光器:广泛应用,体积小,效率高,适合透射焊接,常用于工程塑料。
光纤激光器:功率高,稳定性好,适合高精度或高速焊接,特别对含炭黑的塑料效果好。
Nd:YAG激光器:传统激光器,功率较大,但正逐渐被光纤激光器替代。
CO2激光器:适用于大多数有机材料的表面焊接,光束质量较差。
绿光激光器:适用于透明或有色塑料的焊接,但效率低,成本较高。
准分子激光器:可用于微焊接,但设备昂贵,应用较少。
塑料对激光的响应
光学响应
吸收特性:塑料的化学键在特定波长下有吸收峰,尤其在近红外波段(700-1100nm),影响激光透过率。
透射率:透射层需保持高透射率(>20%),以确保足够的激光能量到达吸收层或界面。
反射与散射:表面光滑度及填料(如玻纤)影响激光能量的分布,散射会降低焊接效果。
热学响应
吸收的激光转化为热能后,会使材料局部温度升高,达到熔融状态进行焊接。
温度过高时,可能会导致材料分解,产生气泡或烟雾,影响焊接质量。
添加剂如何调控激光焊接
添加剂,尤其是色料,能有效调控塑料的光学特性,达到理想的透射与吸收效果:
吸收剂:如炭黑、近红外吸收染料和颜料,能显著提高吸收率,特别适用于黑色或深色塑料。
透射调控剂:选择透射率高的树脂和避免强吸收剂,确保透射层不受不必要的影响。
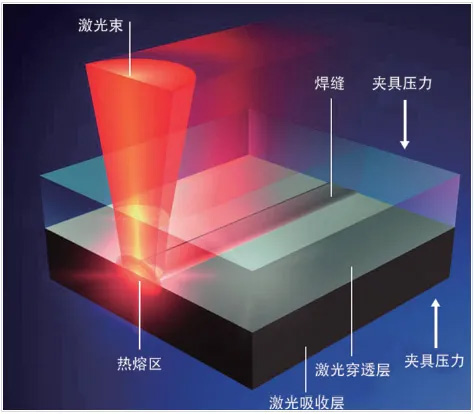
焊接策略
透射焊接:选择高透射率的塑料,避免使用过多吸收剂。
颜色焊接:需精心设计上下层材料的颜色和吸收特性,以确保良好的焊接效果。
-话题思考-

苏州聚泰专注于聚醚醚酮( PEEK)、聚醚酰亚胺(PEI)、聚砜(PSU) 等特种工程塑料的型材及制品的加工注塑,致力于为航空航天、汽车、电子电器、医疗设备等多个领域提供高品质的特种工程塑料产品及解决方案。
在这里,您可以及时获取我们的最新产品信息、行业动态以及技术资讯。如果您有任何关于特种工程塑料的需求或疑问,欢迎随时通过公众号留言,或者联系我们的服务热线13328058565,我们将竭诚为您服务!

