提到塑料焊接工艺,首先想到的是超声波焊接、热板焊接甚至螺钉固定链接。但实际上,还有一种更为洁净、高强度、精准的连接方式,正在被越来越多高端场景采用,那就是——激光焊接(Laser Welding)。

激光焊接
一、什么是塑料激光焊接
简单来说,激光焊接是用激光束穿透上层塑料,加热并熔化下层塑料,然后通过热传导使上层材料也熔化,在加压状态下形成强度极高的焊缝。
这种方式通常采用“搭接式焊接”(Overlap Welding)结构,上层为激光透明,下层为激光吸收层。
步骤一:将一个透光的塑料焊件和一个吸光或添加了吸收剂的塑料焊件叠放在一起,利用夹具并施一定的压力使两个焊件接触面充分接触。
步骤二:控制一束激光依次穿过透光焊件和吸收焊件,使得激光穿过透光焊件,到达吸光焊件。
步骤三:接触面下方的吸光焊件吸收激光能量并产生热量,经过热传导作用使得焊接接触面熔化,在夹具压力下,熔融状态下的塑料充分混合。
步骤四:关闭激光,熔融状态下的焊接接触面随着激光能量的减少逐渐冷却,形成牢固的焊缝,焊件紧紧连接在一起。
二、为什么说它是洁净、高强度、精准的连接方式

洁净无残留:与超声波焊接、热板焊接不同,激光焊接几乎不产生颗粒、飞边或残渣。
精准控制:激光聚焦极小区域,可实现微焊接,不影响周边敏感元件。
气密性高:适用于液体密封、气密壳体等结构性连接。
强度高:可实现接近母材强度的焊接效果,适用于承力结构。
三、激光焊接材料的选择逻辑,关键在“透明”与“吸收”
什么是“激光透明”和“激光吸收”?
材料要求:
上层材料需透过激光波长(典型为808~1064nm);
下层材料需吸收该波长能量,常加入碳黑或专用红外吸收剂;
两种材料的熔融温度要接近,最好具备化学兼容性稳定性能。
可焊材料:
PE、PP、ABS、PS、SAN、PA6、PA66、PC、PMMA、PBT、PET、PEEK,甚至填充30%玻纤的材料也能成功焊接!选对“上下层”很重要。
聚泰特种工程塑料
不可忽视的问题:
-
钛白粉(TiO₂)会严重散射激光,使白色焊接变得困难;
-
透明/透明、白/白配对的焊接难度最高,需特别配方支持。
四、激光来源怎么选
大多数聚合物(较浅的蓝色曲线)在可见光和近红外光谱范围内通常是透明或半透明的。通过添加颜料(较深的蓝色曲线),可以实现对激光波长的适当吸收。
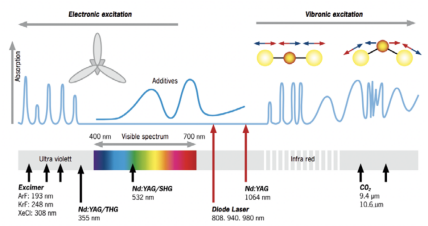
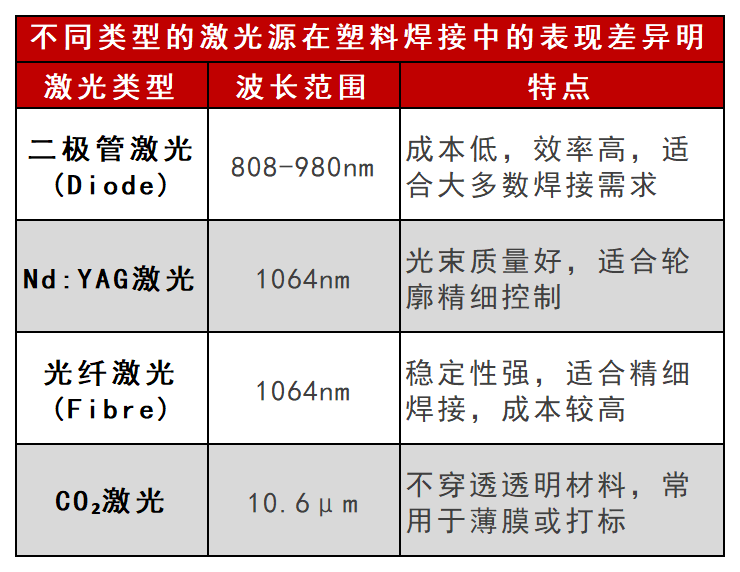
实际上,90%以上的塑料焊接应用都可用二极管激光完成。
五、塑料激光激光焊接方法
焊接方式也分“画线”与“涂色”
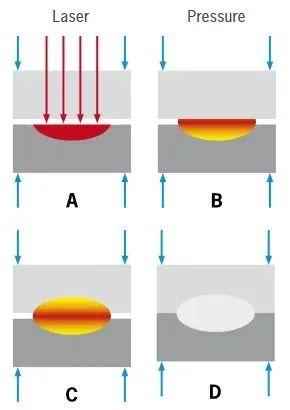
轮廓焊接:
沿着焊接区域的轮廓线移动进行焊接;或者将被夹层沿着激光束移动进行焊接。其原理图如图2a所示。灵活性好,高自由度,适用于焊接各种性质复杂的二维或三维焊件。
同步焊接:
将多个二极管激光束透射到焊接区域进行焊接。其原理图如图2b所示。加工周期短,热变形量较小,适用于一定规模的批量生产。
准同步焊接:
利用反射镜使激光束高速对焊接区域进行焊接。其原理图如图2c所示。灵活性好,自由度较高,适用于简单的平面二维焊接。
照射掩膜焊接:
在激光束和待焊部件之间放入一个模板,使激光束对模板进行精确焊接,使用这种技术可以实现低至10 μm的高精度焊接。掩膜焊接是瑞士Leister公司的专利技术。其原理图如图2d所示。可焊接任何平面几何形状,且精度极高。
六、想要“透明/透明焊接”,就要选对助剂
在高端医疗、透明电子壳体等场景中,我们常常希望实现透明/透明或彩色/透明焊接。这就需要特别设计的激光吸收剂:
-
有机型吸收剂:适合透明产品,颜色轻微、易调配;
-
无机型吸收剂:用于不透明制件,稳定性更高;
-
低迁移性、安全无毒:满足医疗、食品级需求。
